
3D printing has revolutionized prototyping, manufacturing, and creative design, but even experienced users face common extrusion issues that can ruin prints. Among these, under-extrusion and over-extrusion are two of the most prevalent problems affecting print quality. While they are opposites in nature—one representing insufficient filament flow and the other excess—their consequences can be equally frustrating.
Understanding the difference between under-extrusion and over-extrusion, their causes, and how to fix each issue is essential for achieving consistent, high-quality 3D prints. This comprehensive guide dives deep into the mechanics, troubleshooting methods, and preventive techniques to help 3D printing enthusiasts and professionals overcome extrusion problems effectively.
Section 1: What is Extrusion in 3D Printing?
Before discussing the problems, it’s essential to understand what extrusion is.
Extrusion is the process where filament is pushed through a heated nozzle to create layers that form a 3D printed object. The extruder, typically consisting of a motor-driven feeder and a hotend, controls the flow of filament based on the printer’s settings. Any imbalance in the extrusion process can lead to defects, including gaps, blobs, or layer inconsistencies.Key Components Involved in Extrusion
- Filament: The raw material, typically PLA, ABS, PETG, or other specialized filaments.
- Extruder Motor: Drives the filament into the hotend.
- Hotend/Nozzle: Heats the filament to its melting point and deposits it accurately.
- Flow Rate/Extrusion Multiplier: Determines how much filament is extruded per unit of movement.
Section 2: Understanding Under-Extrusion
2.1 Definition
Under-extrusion occurs when the 3D printer fails to deliver enough filament to the nozzle. This results in gaps, weak layers, and incomplete prints.2.2 Common Signs of Under-Extrusion
- Thin or missing layers
- Gaps between lines in infill
- Weak, brittle prints
- Nozzle skipping or clicking noises
- Reduced layer adhesion
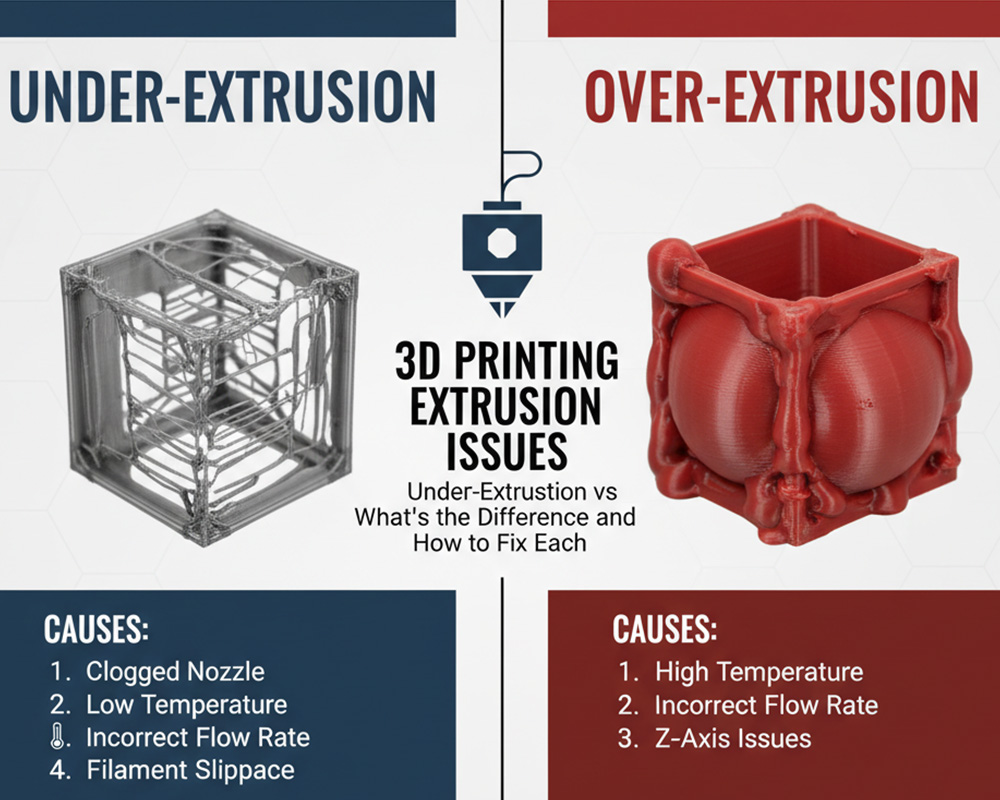
2.3 Causes of Under-Extrusion
- Clogged Nozzle: Residual filament or dust can partially block filament flow.
- Incorrect Filament Diameter Settings: Mismatch between slicer settings and actual filament size.
- Inadequate Extruder Tension: Slipping filament can reduce extrusion.
- Low Printing Temperature: Filament may not melt properly.
- Obstructed Bowden Tube: Filament may jam inside the tube.
- Dirty or Worn Drive Gear: Poor grip on filament.
- High Printing Speed: Extruder cannot keep up with movement.
2.4 How to Fix Under-Extrusion
Step 1: Inspect and Clean the Nozzle
- Remove the nozzle and clean it with a small needle or use a cold pull technique to remove residue.
- Consider replacing the nozzle if it’s worn out.

62pcs 3D Printer Tools
Step 2: Adjust Filament Diameter
- Measure your filament with calipers.
- Update slicer settings to match the exact diameter.
Step 3: Check Extruder Tension
- Ensure the extruder’s idler pressure grips the filament firmly.
- Avoid over-tightening, which can deform filament.
Step 4: Increase Printing Temperature
- Raise the temperature gradually (5–10°C increments) to ensure smooth extrusion.
Step 5: Reduce Printing Speed
- Slower movement allows the extruder to keep up with required filament flow.
Step 6: Inspect Filament Path
- Check for snags or dust in the filament spool.
- Ensure the Bowden tube is clean and properly seated.
Section 3: Understanding Over-Extrusion
3.1 Definition
Over-extrusion happens when the 3D printer deposits too much filament, resulting in bulging layers, stringing, and blobs.3.2 Common Signs of Over-Extrusion
- Excessive stringing or oozing
- Blobby surfaces
- Squished layers
- Dimensional inaccuracies
- Poor surface finish
3.3 Causes of Over-Extrusion
- Incorrect Filament Diameter Settings: Printer thinks filament is thinner than it is.
- Excessive Flow Rate/Extrusion Multiplier: Too much material pushed through nozzle.
- Too High Printing Temperature: Filament flows too freely.
- Retraction Settings Too Low: Causes oozing during travel moves.
- Firmware or Slicer Errors: Improper calibration or outdated firmware.
3.4 How to Fix Over-Extrusion
Step 1: Calibrate Flow Rate
- Print a calibration cube and measure wall thickness.
- Adjust flow rate/extrusion multiplier to match the actual wall thickness.
Step 2: Adjust Filament Diameter in Slicer
- Measure your filament and update slicer settings.
Step 3: Lower Printing Temperature
- Reduce by 5–10°C increments until extrusion is controlled.
Step 4: Increase Retraction Settings
- Longer retraction distances can reduce stringing and blobs.
Step 5: Update Slicer and Firmware
- Ensure slicer and printer firmware are up-to-date for accurate extrusion control.
Section 4: Under-Extrusion vs Over-Extrusion – Direct Comparison
| Feature | Under-Extrusion | Over-Extrusion |
| Filament Flow | Too little | Too much |
| Print Appearance | Gaps, thin layers, weak prints | Blobs, stringing, squished layers |
| Causes | Clogged nozzle, low temperature, slipping filament | High flow rate, high temperature, low retraction |
| Fix | Clean nozzle, increase temperature, slow speed | Calibrate flow, lower temperature, increase retraction |
Section 5: Preventing Extrusion Issues
5.1 Regular Maintenance
- Clean nozzle regularly
- Lubricate moving parts
- Inspect drive gears and extruder tension
5.2 Proper Calibration
- Check filament diameter
- Calibrate flow rate using test prints
- Level the bed correctly
5.3 Optimized Slicer Settings
- Set correct temperature ranges
- Adjust retraction and travel speed
- Match layer height to nozzle size
5.4 Quality Filament
- Use reliable, dust-free filaments
- Store filaments in dry, cool environments
Section 6: Advanced Tips for Experts
- Use a filament oiler for smooth feeding.
- Implement firmware E-steps calibration for precise extrusion.
- Experiment with temperature towers to find ideal extrusion temperatures.
- Print slow for detailed parts to avoid under-extrusion in corners.
- Use direct-drive extruders for flexible filaments to reduce jams.
Section 7: FAQs
Q1: Can I fix under-extrusion by just increasing temperature?
A: Not always. While increasing temperature can help, under-extrusion may also stem from clogs, slipping filament, or calibration issues. Always identify the root cause first.
Q2: How do I know if my filament is causing over-extrusion?
A: Measure the filament diameter and check for inconsistencies. Filaments that are thicker than expected can lead to over-extrusion if slicer settings aren’t updated.
Q3: Can over-extrusion damage my 3D printer?
A: Generally, over-extrusion affects print quality more than the printer itself, but excessive blobs can cause nozzle jams or layer adhesion problems.
Q4: Should I adjust retraction settings for under-extrusion?
A: Retraction usually doesn’t fix under-extrusion. It’s more relevant for over-extrusion and stringing.
Q5: Are there software tools to detect extrusion issues?
A: Yes. Some slicers provide flow rate calibration tools and simulation of print paths, helping detect potential under- or over-extrusion before printing.
Conclusion
Understanding and addressing extrusion issues is critical for producing reliable, high-quality 3D prints. Under-extrusion and over-extrusion may seem like opposite problems, but both require careful diagnosis and systematic fixes. From inspecting your nozzle and extruder to calibrating flow rate, adjusting temperature, and refining slicer settings, there are multiple strategies to ensure smooth and consistent filament deposition.
By maintaining your printer, using quality filament, and staying vigilant with calibration, you can minimize extrusion problems and unlock the full potential of your 3D printer.






