
The first layer of a 3D print is arguably the most important. It sets the foundation for the entire print, affecting adhesion, surface finish, and dimensional accuracy. A failed first layer can lead to warping, layer shifting, or complete print failure.
Whether you’re printing with a Creality Ender 3, Prusa i3 MK3S, Anycubic Vyper, or Bambu Lab X1, first layer issues can appear. Beginners often struggle with adhesion problems, uneven extrusion, or first layer curling. Understanding why these issues occur and how to fix them is key to achieving consistent, high-quality prints.
This guide breaks down common first layer problems, how to diagnose them, and step-by-step solutions using beginner-friendly methods backed by expert 3D printing principles.
1. Why the First Layer Matters
The first layer is crucial for several reasons:
- Adhesion: The first layer ensures the print sticks to the bed, preventing warping and curling.
- Foundation: An uneven first layer leads to defects in subsequent layers.
- Dimensional Accuracy: Proper first layer height ensures precise dimensions in the final print.
- Print Reliability: Consistently strong first layers reduce print failure and filament waste.
Think of the first layer as the foundation of a house: even a slight misalignment can compromise the entire structure.
2. Common First Layer Problems
Here are the most frequent issues beginners encounter:
- First layer not sticking to the bed
- Causes: Bed not level, wrong Z-offset, dirty bed, wrong temperature.
- Common printers affected: Creality Ender 3, Anycubic Mega S, Prusa i3 MK3S.
- Uneven first layer
- Causes: Warped bed, uneven leveling, inconsistent nozzle distance.
- Symptoms: Some areas squished, others barely touching the bed.
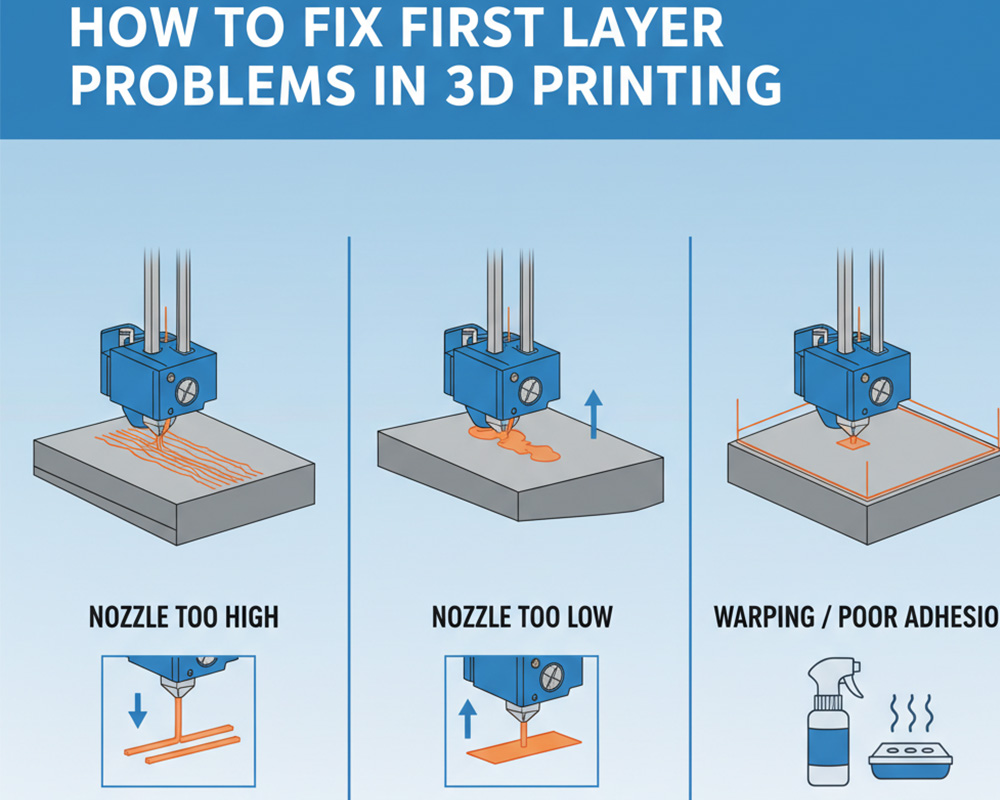
- First layer curling or lifting (warping)
- Causes: Low bed adhesion, improper cooling, material shrinkage (ABS, PETG).
- Extruder clicking or under-extrusion on first layer
- Causes: Nozzle too close to the bed, filament feeding issues, temperature too low.
- Blobs or strings on first layer
- Causes: Over-extrusion, high first layer flow rate, or hotend temperature too high.
Understanding the exact symptom helps narrow down the cause and solution.
3. Step 1: Bed Leveling and Calibration
Bed leveling is the foundation of a perfect first layer. An uneven bed causes inconsistent extrusion, gaps, or squished lines.
How to level your bed:
- Manual leveling
- Use a piece of paper or feeler gauge between the nozzle and the bed.
- Move the nozzle to each corner and the center. Adjust screws until slight friction is felt on the paper.
- Example: Ender 3 or Anycubic Mega S users often need manual calibration before each print.
- Automatic bed leveling
- Printers like the Prusa i3 MK3S and Bambu Lab X1 feature sensors that probe multiple points on the bed.
- Always ensure the sensor is correctly calibrated before printing.
Pro Tip: Even on auto-leveling printers, manually check the corners for extreme deviations.
4. Step 2: Adjusting Z-Offset and Nozzle Distance
The Z-offset defines the distance between the nozzle and the print bed. Too high or too low causes first layer failure.
- Too high: Filament doesn’t stick → gaps → under-extrusion.
- Too low: Filament squishes → nozzle drags → uneven surface or scratches bed.
How to adjust Z-offset:
- Home your printer.
- Move the nozzle to the center of the bed.
- Slide a piece of paper under the nozzle. Adjust the Z-offset until the paper slides with slight resistance.
Tip: Some printers allow live Z-offset adjustment during the first layer — a great feature for beginners.
5. Step 3: Temperature Settings for the First Layer
Temperature plays a huge role in adhesion and extrusion consistency.
Bed Temperature
- PLA: 55–65°C
- PETG: 70–80°C
- ABS: 90–110°C
- TPU: 50–60°C
Nozzle Temperature
- Slightly higher than standard print temp for the first layer ensures good adhesion.
- Example: PLA normally prints at 200°C → first layer at 205°C.
Pro Tip: Avoid overheating; too hot causes oozing and strings.
6. Step 4: Print Speed and Extrusion Settings
Slower first layer speed improves adhesion and layer consistency.
- Recommended first layer speed: 20–30 mm/s (depending on printer and material).
- First layer flow rate: Slightly higher (105–110%) can improve adhesion without causing blobs.
Note: Avoid moving the nozzle too fast on the first layer; it can cause under-extrusion.
7. Step 5: Bed Surface Preparation
A clean, well-prepared bed ensures adhesion:
- Cleaning: Use isopropyl alcohol (IPA) or warm water with mild soap. Avoid touching with bare hands after cleaning.
- Surfaces:
- Glass → Use glue stick or hairspray for adhesion.
- PEI sheet → Usually self-adhesive, just clean with IPA.
- BuildTak or textured sheets → Prepped out-of-the-box but clean regularly.
Pro Tip: Some materials (like ABS) benefit from Kapton tape or specialized adhesion sheets.
8. Step 6: Adhesion Aids
Sometimes a little help is needed:
- Glue stick: Apply thin layer on the bed (PLA, PETG).
- Hairspray: Light spray creates a sticky surface (PLA, PETG).
- Blue painter’s tape: Effective for PLA on glass beds.
- Rafts and Brims: Added in slicer settings to improve adhesion for warped or small prints.
Example: PETG tends to stick too aggressively; a thin layer of glue stick or PTFE sheet can prevent damage.
9. Step 7: Troubleshooting Material-Specific Issues
Different filaments behave differently on the first layer:
PLA
- Usually forgiving; key issues are bed leveling, Z-offset, or dirty bed.
PETG
- Sticky → nozzle can drag through the first layer if too low.
- Slightly increase first layer height (0.2–0.25 mm) and reduce flow rate if needed.
ABS
- Prone to warping → use enclosure or heated bed at 100°C.
- Brims or rafts help prevent lifting.
TPU
- Flexible → may bend under nozzle pressure.
- Reduce first layer speed and slightly increase Z-offset.
10. Step 8: Diagnosing Mechanical and Firmware Issues
Sometimes first layer issues are mechanical or firmware-related:
- Loose belts: Causes uneven first layer. Tighten X/Y belts properly.
- Nozzle clog: Partially clogged nozzle reduces extrusion → gaps.
- Stepper motor skipping: Check for skipped steps during first layer movement.
- Firmware Z-offset mismatch: Auto-leveling offsets may need recalibration.
Pro Tip: Regular maintenance (lubrication, belt tension, and firmware updates) prevents first layer failures.
FAQs
Q1: How can I tell if my first layer is too squished or too high?
- Too squished: Lines flatten, nozzle drags, possible scratches on bed.
- Too high: Lines are rounded, poor adhesion, easy to peel off.
Q2: My first layer sticks, but the print warps later. Why?
- Likely temperature fluctuations, cooling too fast, or filament shrinkage. Consider brims, rafts, or enclosures.
Q3: Should I use a raft or brim?
- Small prints → brim improves adhesion.
- Large prints → raft adds stability but uses more filament.
Q4: Why does my PETG stick too much to the bed?
- Nozzle too close or bed surface too sticky. Increase Z-offset slightly or use thin glue stick.
Q5: How often should I re-level my bed?
- Every 5–10 prints or if moving the printer. Manual checks recommended even with auto-leveling sensors.
Conclusion
Fixing first layer problems in 3D printing is all about prevention and calibration. By following these steps—bed leveling, Z-offset adjustment, proper temperature, slow first layer, surface prep, and material-specific tweaks—beginners can dramatically improve print success rates.
Remember: each printer and material behaves differently. Don’t be afraid to experiment and take notes on what works best. Consistent maintenance and careful calibration lead to smooth, reliable first layers and, ultimately, better 3D prints.
✅ Pro Tips Summary for Beginners
- Always start with a clean bed.
- Use slow first layer speed and slightly higher flow.
- Adjust Z-offset carefully.
- Use adhesion aids if needed.
- Monitor material-specific quirks (PLA vs PETG vs ABS vs TPU).
- Maintain your printer regularly.
With patience and practice, your first layer problems will become a thing of the past.






