3D printing has revolutionized prototyping, manufacturing, and even hobbyist projects. However, achieving perfect prints consistently can be challenging. Among the most common issues that plague FDM (Fused Deposition Modeling) and other 3D printing technologies are Z-banding and layer inconsistency. These defects can mar the surface finish, affect mechanical performance, and reduce the aesthetic appeal of your prints. Understanding their causes and implementing effective troubleshooting strategies is essential for both beginners and advanced users.
In this guide, we will delve into the underlying factors behind Z-banding and layer inconsistency, explore practical solutions, and offer preventive measures to help you achieve smooth, high-quality prints consistently.
Understanding Z-Banding and Layer Inconsistency
Z-banding refers to the appearance of regular horizontal ridges or bands on the vertical walls of a 3D print. These bands usually correlate with the movement of the Z-axis, the axis responsible for moving the print head or bed layer by layer. Z-banding can manifest as:
- Alternating thick and thin layers
- Visible lines or rings on curved surfaces
- Surface texture variations that reduce print smoothness
Layer inconsistency, on the other hand, is a broader term that refers to irregularities in layer height, extrusion, or alignment. This can result in:
- Uneven layers
- Gaps or bulges along the Z-axis
- Misaligned layers or layer shifts
- Weak structural integrity
While Z-banding is a specific type of layer inconsistency often caused by mechanical or calibration issues, layer inconsistency can arise from a wider range of factors, including extrusion problems, thermal variations, and slicer settings.
Common Causes of Z-Banding
Understanding the root cause of Z-banding is the first step toward troubleshooting. Here are the most common factors:
1. Mechanical Issues
- Lead screw imperfections: If the Z-axis lead screw is bent or worn, it can introduce small, repeated movements that manifest as bands.
- Backlash in nuts and couplings: Loose Z-axis nuts or misaligned couplers can cause uneven vertical movement.
- Z-axis wobble: Poorly supported Z-rods or tall, lightweight printer frames can cause wobbling, which translates directly to visible ridges.
2. Calibration Errors
- Incorrect stepper motor steps/mm: Misconfigured firmware leads to uneven layer height.
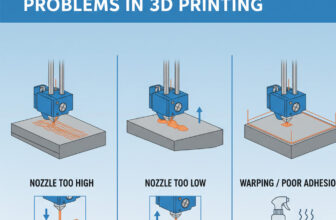
- Bed leveling issues: Uneven first layers can propagate throughout the print.
- Incorrect Z-offset: If the nozzle is too high or too low at the start, layer consistency suffers.
3. Extrusion Inconsistencies
- Over or under-extrusion: Variations in filament output can cause layer height to fluctuate.
- Filament diameter irregularities: Cheap or old filament can have uneven diameters, affecting extrusion.
- Nozzle clogs: Partial blockages reduce filament flow, causing thin layers or gaps.
4. Thermal Variations
- Heat creep: Excess heat traveling up the hotend can soften filament prematurely, causing inconsistent extrusion.
- Temperature fluctuations: Unstable hotend or bed temperatures can lead to uneven layer adhesion and surface defects.
- Cooling fan issues: Improper part cooling can exaggerate layer inconsistency, especially with PLA or other low-melting-point filaments.
Identifying Layer Inconsistencies
Before attempting repairs, it’s important to diagnose the type and source of layer inconsistency. Inspect your prints carefully:
- Visual Inspection: Look for repeating ridges or waves along vertical surfaces. Note if they appear at regular intervals, suggesting a mechanical cause.
- Layer Thickness Test: Measure layers with calipers or use a microscope for small prints. Variations may indicate extrusion or Z-axis problems.
- Edge Inspection: Layer shifts or misalignment often manifest at corners or curves.
- Surface Finish: Rough or bumpy surfaces can indicate thermal issues, inconsistent extrusion, or part cooling problems.
Step-by-Step Troubleshooting Guide
1. Inspecting Z-Axis Components
- Check Z-axis rods for straightness. Bent rods can be replaced or straightened.
- Ensure that the lead screw is clean and lubricated. Use appropriate lubricants like PTFE grease.
- Tighten any loose nuts, couplers, or Z-axis mounts.
2. Checking Lead Screws and Belts
- Inspect for wear, dirt, or debris that may cause uneven movement.
- Ensure lead screws rotate smoothly without binding.
- For belt-driven Z-axes, check tension and alignment to avoid slipping.
3. Stepper Motor Calibration
- Verify the steps/mm for the Z-axis in your printer firmware. Incorrect values can lead to inconsistent layer heights.
- Test micro-stepping settings and adjust as needed.
- Ensure stepper motors are not overheating or skipping steps.
4. Bed Leveling and First Layer Checks
- Use manual or automatic bed leveling to ensure the bed is flat and aligned.
- Adjust Z-offset carefully so the nozzle just adheres to the first layer.
- Use test prints to verify first-layer uniformity before larger prints.
5. Extruder Maintenance
- Clean the nozzle to remove clogs or filament residue.
- Check extruder gear tension; loose gears can cause filament slippage.
- Ensure filament path is smooth and free from obstructions.
6. Hotend and Thermal Management
- Monitor hotend temperature stability. Replace faulty thermistors or heaters if needed.
- Use cooling fans strategically to prevent heat creep.
- Insulate heat blocks to maintain consistent thermal conditions.
7. Print Speed and Retraction Adjustments
- Reduce print speed for better layer accuracy.
- Adjust retraction distance and speed to prevent under or over-extrusion.
- Use slicer settings for Z-hop if necessary to reduce artifacts.
Preventive Measures for Consistent Layers
Prevention is always better than cure. Consistent maintenance and calibration can eliminate most Z-banding and layer inconsistency issues.
- Regular Lubrication: Apply grease or oil to lead screws and linear rods periodically.
- Tighten Mechanical Parts: Inspect and secure all screws, nuts, and mounts.
- Firmware Updates: Ensure your printer firmware is up to date for optimal stepper control.
- High-Quality Filament: Use consistent diameter and high-quality materials.
- Environmental Control: Maintain stable ambient temperature to avoid warping and uneven cooling.
- Slicer Calibration: Fine-tune layer height, speed, and extrusion multiplier for each filament type.
Advanced Techniques for Eliminating Z-Banding
For experienced users, these advanced techniques can help eliminate persistent Z-banding:
1. Anti-Backlash Nuts and Z-Axis Upgrades
- Replacing standard Z-nuts with anti-backlash nuts can reduce mechanical play.
- Consider upgrading to high-quality lead screws or linear rails for smoother motion.
2. Vibration Dampening Solutions
- Install vibration dampers on stepper motors or printer frame.
- Ensure the printer is on a stable surface to reduce external vibrations.
3. Micro-Stepping Adjustments
- Adjust micro-stepping in firmware for more precise Z-axis movement.
- Experiment with stepper current settings to ensure motors operate smoothly.
4. Firmware and Software Optimization
- Enable Linear Advance or equivalent features to improve extrusion consistency.
- Adjust slicer settings for per-layer calibration or adaptive layer heights.
- Use test patterns to detect and correct Z-banding before full-scale printing.
Real-World Case Studies
Case Study 1: Bent Lead Screw
A hobbyist noticed repeating bands on a 200mm tall PLA print. Inspection revealed a slight bend in the Z-axis lead screw. After replacing the screw and lubricating it, prints were smooth with no visible ridges.
Case Study 2: Backlash in Couplers
An intermediate user experienced irregular layers on a budget printer. The culprit was loose Z-axis couplers causing backlash. Tightening the couplers and adding thread-locking fluid resolved the issue.
Case Study 3: Heat Creep
A PLA print showed thin layers at regular intervals. Closer examination revealed filament softening prematurely in the hotend due to poor heat dissipation. Installing a better heat sink and cooling fan eliminated the problem.
FAQs
Q1: What is Z-banding in 3D printing?
A: Z-banding is a surface defect caused by irregularities in the Z-axis movement, appearing as horizontal ridges or waves on vertical surfaces.
Q2: How do I know if layer inconsistency is mechanical or extrusion-related?
A: Regular, repeating bands often indicate mechanical issues (lead screw or Z-axis wobble), while irregular, random inconsistencies usually stem from extrusion or thermal problems.
Q3: Can Z-banding be fixed through slicer settings alone?
A: Minor improvements can be achieved with slicer adjustments, but persistent Z-banding usually requires mechanical inspection and calibration.
Q4: Does filament quality affect layer consistency?
A: Yes, inconsistent filament diameter or poor-quality filament can cause under or over-extrusion, directly impacting layer uniformity.
Q5: How often should I maintain my 3D printer to prevent Z-banding?
A: A monthly inspection and lubrication schedule is recommended for frequent users. Tighten mechanical parts, clean lead screws, and verify Z-axis alignment.
Q6: Can print speed cause layer inconsistency?
A: Yes. Excessive print speeds can result in skipped steps, vibration, or extrusion inconsistencies, leading to visible layer defects.
Conclusion
Z-banding and layer inconsistency are among the most common and frustrating issues in 3D printing, but they are largely preventable and fixable. By carefully inspecting your printer’s mechanical components, calibrating the Z-axis, maintaining consistent extrusion, and optimizing thermal conditions, you can produce smooth, professional-quality prints.
Preventive maintenance, regular calibration, and informed adjustments to slicer settings and hardware components are key to eliminating these issues. Whether you are a beginner or an advanced user, understanding the causes and implementing the troubleshooting steps outlined in this guide will help you achieve consistent, high-quality prints every time.