A 3D printer is only as reliable as the components that push molten filament through its hotend—and the nozzle is one of the most critical parts of the entire system. Even the most powerful motion system or the most precise slicer profile cannot compensate for a poorly maintained nozzle. Over time, filament residue, dust, oils, additives, and carbonized material inevitably accumulate inside the nozzle, gradually restricting flow and reducing print quality. The result is a familiar list of issues: under-extrusion, inconsistent lines, stringing, and in worst cases, complete clogs.
A clean nozzle ensures consistent melt flow, accurate extrusion width, dimensional precision, and a stable temperature profile. For anyone who uses their printer frequently—whether for prototyping, hobby projects, engineering parts, or production runs—learning how to properly clean and maintain a 3D printer nozzle is essential.
This comprehensive guide explores everything a professional or serious user needs to know about nozzle care, including early warning signs of a clog, routine cleaning methods, deep-cleaning techniques, preventive maintenance, filament considerations, and long-term nozzle preservation. Whether you work with PLA, ABS, PETG, TPU, nylon, carbon-fiber composites, or engineering-grade materials, this article covers the full workflow to keep your nozzle functioning at its best.
1. Why Nozzle Maintenance Matters
Most print failures don’t start with a sudden clog—they develop gradually. A well-maintained nozzle provides:
1.1 Consistent Extrusion
The nozzle controls the filament flow rate, bead width, surface texture, and layer height accuracy. Even slight residue buildup changes extrusion pressure, causing patchy surfaces.
1.2 Better Layer Adhesion
Dirty nozzles force the extruder to push harder, reducing flow consistency. Uneven extrusion affects bonding between layers, especially in tall prints or engineering materials.
1.3 Stable Temperature Distribution
A nozzle coated with burnt filament loses thermal conductivity. This reduces melt uniformity and raises extrusion force.
1.4 Reduced Mechanical Stress
Under-extrusion leads to grinding, skipping, and motor overheating. Maintaining a clean nozzle protects the rest of your extrusion system, including the PTFE tube and extruder gears.
1.5 Longer Nozzle Lifespan
High-temperature filaments, abrasives, and frequent heating cycles degrade nozzles. Proper cleaning slows down wear.
The nozzle directly affects the quality of every model you print. Understanding how to maintain it properly is one of the most important aspects of reliable 3D printing.

62pcs 3D Printer Tools
2. How Nozzles Become Dirty or Clogged
The reasons for buildup vary depending on filament type, printing conditions, and hardware:
2.1 Filament Residue and Decomposition
PLA can crystallize inside the nozzle after repeated heating cycles. ABS and PETG leave sticky deposits that trap dust and pigments.
2.2 Printing at Incorrect Temperatures
Running a filament too cool causes partial melting. Printing too hot burns the plastic, leaving carbonized material behind.
2.3 Abrasive Materials
Carbon fiber, wood, glow pigments, or metal-filled filaments create micro-scratches inside the nozzle. These scratches trap debris and accelerate buildup.
2.4 Moisture in Filament
Hydroscopic materials like nylon or PVA can steam during extrusion, creating bubbles and deposits.
2.5 Contaminated or Low-Quality Filament
Dust, inconsistent pigment blends, or poor raw materials introduce foreign particles.
2.6 Retraction Settings
Aggressive retractions encourage molten filament to get pulled into cooler areas of the hotend, solidifying and forming plugs.
Once you know what causes clogs, it becomes easier to adopt preventive strategies.
3. Early Signs Your Nozzle Needs Cleaning
Catching a clog early reduces damage and prevents failed prints. Watch for:
- Under-extrusion or gaps in layers
- Clicks from the extruder motor
- Stringing or oozing beyond normal behavior
- Inconsistent extrusion lines or waviness
- Filament curling up around the nozzle during printing
- Thin, weak, or missing layers
- Higher-than-usual extrusion temperature needed
- Stalling or skipping in Bowden systems
If you notice any of these symptoms, cleaning the nozzle is recommended before starting another print.
4. Tools and Materials You Need
You don’t need expensive equipment, but having the right tools makes cleaning safer and more effective:
Essential Tools
- Brass wire brush
- Nozzle cleaning needles or acupuncture needles
- High-temperature tweezers
- Hex and socket wrenches for nozzle removal
- Nozzle pliers or torque wrench
- Cotton cloth or lint-free wipes
Cleaning Materials
- Cold pull filament (nylon recommended)
- Cleaning filament (commercial blends)
- Isopropyl alcohol (for exterior cleaning only)
- Heat-resistant gloves
Optional but Useful
- Spare nozzles
- Hotend insulation
- Infrared thermometer
- Nozzle torque tool
- Ultrasonic cleaner (for deep cleaning removed nozzles)
With the right setup, the cleaning process becomes straightforward and much safer for your hardware.

Prolong Throat Piercing Needle Tool for Any 1.75mm Nozzles
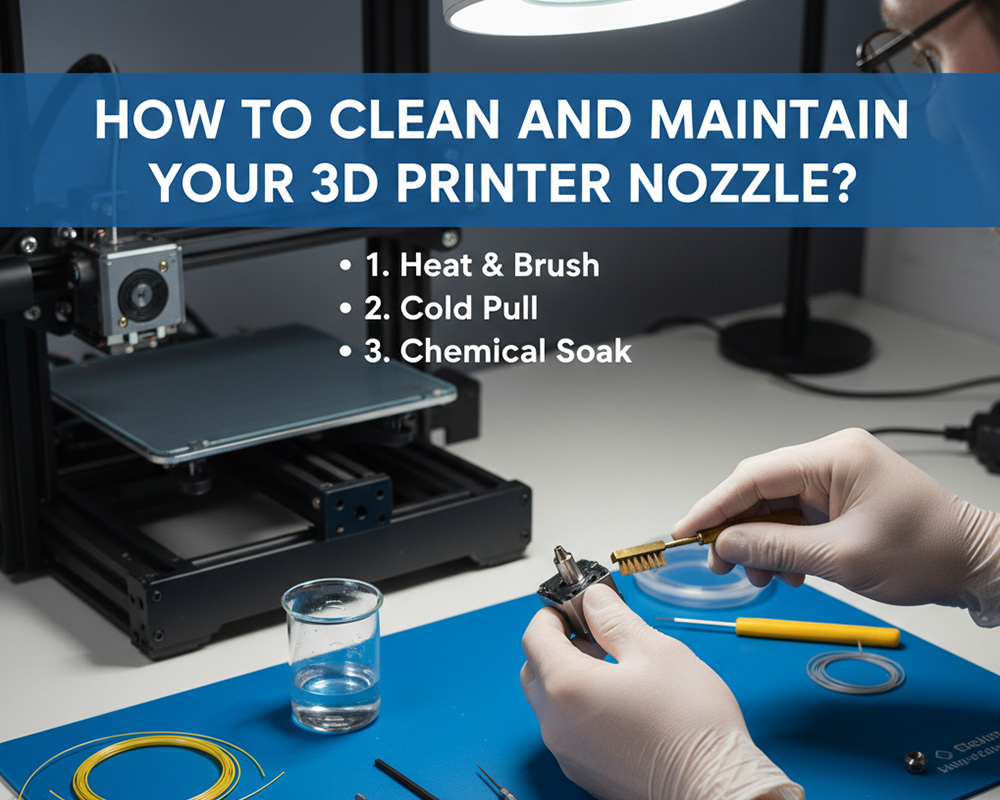
5. Routine Nozzle Cleaning Methods (Exterior Only)
Exterior cleaning removes surface grime and improves temperature stability. These methods should be part of your weekly or bi-weekly routine.
5.1 Brass Brush Cleaning
Using a brass brush while the nozzle is warm (not hot) helps remove:
- Burnt filament
- Dust collected on the tip
- Small blobs
Avoid brushing when the nozzle is fully heated—this risks shorting heater wires.
5.2 Wiping the Nozzle
Using heat-resistant tweezers and lint-free cloth, gently wipe the nozzle at around 180–200°C. This softens residue without burning the cloth.
5.3 Using a Silicone Sock
A silicone sock protects the nozzle and hotend from buildup. Replace it when worn or torn.
Exterior cleaning is quick and prevents buildup from migrating inside the melt chamber.
6. Internal Nozzle Cleaning Methods (With Hotend Installed)
When your extrusion issues persist, you’ll need to clean inside the nozzle. Below are industry-standard methods used by professionals.
6.1 The Cold Pull Method (Most Effective Overall)
Cold pulls remove internal residue without disassembling the hotend. Nylon is the preferred material due to its strength and flexibility.
Steps:
- Heat the nozzle to the filament’s printing temperature.
- Insert nylon or cleaning filament and extrude a small amount.
- Lower the temperature to 90–120°C (varies by filament).
- Pull the filament out firmly.
- The residue will be visible on the end of the filament.
- Repeat until the pulled filament comes out clean.
This method removes burnt particles, pigments, and leftover residue throughout the melt chamber.
6.2 The Hot Pull Method
This technique is similar to cold pull but performed at higher temperatures for stubborn residues.
Recommended For:
- ABS residue
- PETG buildup
- Materials that char easily
It is slightly less precise than cold pull but still useful.
6.3 Cleaning with Nozzle Needles
Nozzle needles (typically 0.2–0.4 mm) are inserted into the hot nozzle to push out obstructions.
How to Use:
- Heat the nozzle to printing temp.
- Insert the needle carefully straight upward.
- Push gently and withdraw to clear debris.
- Extrude filament to flush remaining fragments.
This should be done carefully to avoid damaging the nozzle.
7. Deep Cleaning (Nozzle Removed)
Sometimes the clog is too stubborn. That’s when removing the nozzle becomes necessary.
7.1 Removing the Nozzle Safely
- Heat the hotend to 200–230°C.
- Hold the heater block with pliers.
- Use a wrench to loosen the nozzle.
- Let the nozzle cool before handling.
Never remove a cold nozzle; it risks stripping threads.
7.2 Flame Cleaning (For Brass Nozzles Only)
This technique burns away organic residue.
- Hold the nozzle with pliers.
- Use a small butane torch to heat until residue burns off.
- Avoid overheating—this weakens the metal.
- Let the nozzle cool naturally.
Never use this method for hardened steel, stainless steel, or ruby nozzles.
7.3 Chemical Soaking
Useful for high-temperature filaments and stubborn deposits.
- ABS and ASA → acetone bath
- PLA → no chemical baths (PLA does not dissolve safely)
- PETG → light heat + mechanical cleaning
Always rinse and dry thoroughly before reinstalling.
7.4 Ultrasonic Cleaning
An ultrasonic cleaner agitates water or solvent to loosen debris.
- Safe for brass and stainless steel
- Not ideal for ruby-tipped nozzles
- Effective for carbonized residues
This is the preferred method in professional workshops.
8. Preventive Maintenance for Cleaner Nozzles
The best nozzle cleaning strategy is good preventive care.
8.1 Use Quality Filament
Cheap filament often includes impurities, inconsistent pigments, or moisture.
High-quality filament drastically reduces clogs.
8.2 Keep Filament Dry
Moisture causes bubbling, popping, and residue.
Use:
- Dry boxes
- Filament dehydrators
- Airtight containers with desiccants

Creality Official Filament Dryer Box 2.0 with Fans
8.3 Optimize Retraction Settings
Excessive retraction introduces cold plugs and internal buildup.
Adjust retraction length and speed based on filament type.
8.4 Maintain Consistent Printing Temp
Running too cool produces semi-molten residue.
Running too hot burns filament.
Always follow filament manufacturer recommendations and test thermistor accuracy periodically.
8.5 Use Harder Nozzles for Abrasive Filaments
Carbon-fiber, glow-in-the-dark, or wood-filled materials require:
- Hardened steel
- Tungsten carbide
- Ruby-tipped nozzles
Brass nozzles wear out quickly with abrasive materials.
8.6 Replace Nozzles Periodically
Even with perfect cleaning, nozzles eventually degrade.
For heavy users, replacing the nozzle every 3–6 months is recommended.
9. Nozzle Materials and Their Maintenance Needs
The nozzle material influences cleaning methods and lifespan
.9.1 Brass Nozzles
- Most common
- Best thermal conductivity
- Easiest to clean
- Shortest lifespan
Ideal for PLA, ABS, PETG.
9.2 Hardened Steel Nozzles
- Best for abrasive filaments
- Lower thermal conductivity
- Harder to clean
- Heats slower
Requires higher printing temperatures.
9.3 Stainless Steel Nozzles
- Used for food-safe and medical applications
- Good durability
- Moderate thermal conductivity
Not as abrasion-resistant as hardened steel.
9.4 Ruby Nozzles
- Extremely wear-resistant
- Expensive
- Very smooth inner channel
Must be cleaned carefully to avoid damaging the ruby tip.
9.5 Tungsten Carbide Nozzles
- High wear resistance
- Excellent thermal performance
- Extremely long lifespan
Ideal for production environments.
62pcs 3D Printer Tools
10. Best Practices for Long-Term Nozzle Care
To maximize nozzle performance:
10.1 Perform a Cold Pull After Every Roll of Filament
This routine keeps internal surfaces clean.
10.2 Clean the Nozzle Externally Once a Week
Even light residue affects temperature readings.
10.3 Avoid Over-Tightening
Use proper torque to prevent damaging threads.
10.4 Monitor Nozzle Wear
If your nozzle diameter is enlarged due to wear, you’ll see:
- Thicker lines
- Loss of detail
- Poor overhang performance
Replace as needed.
10.5 Calibrate Flow Rate Regularly
This ensures accurate extrusion compensation as the nozzle ages.
11. Common Mistakes to Avoid
Professionals avoid these damaging habits:
- Brushing a fully heated nozzle with metal bristles (electrical short risk)
- Removing the nozzle cold (stripped threads)
- Using steel needles in soft brass nozzles (scratch risk)
- Overheating during flame cleaning
- Cleaning with chemical solvents while nozzle is hot
- Using abrasive filaments on brass nozzles
Avoiding these mistakes prolongs hardware lifespan.
12. Frequently Asked Questions (FAQs)
1. How often should I clean my 3D printer nozzle?
Light cleaning is recommended every 10–20 print hours. Perform a cold pull after every filament change.
2. What is the safest method for beginners?
Cold pull is the safest and most effective internal cleaning method.
3. Can I use a needle to unclog the nozzle?
Yes, but carefully. Only do this when the nozzle is heated and avoid pressing too hard.
4. Do I have to remove the nozzle to clean it?
Not always. Most clogs can be resolved through cold pulls and hot pulling.
5. Can I use acetone to clean PLA?
No. PLA does not dissolve in acetone. It must be removed using heat or mechanical methods.
6. When should I replace a nozzle?
Replace when extrusion becomes inconsistent even after cleaning, or when abrasive filaments enlarge the diameter.
7. Does a dirty nozzle affect bed adhesion?
Indirectly, yes. Poor extrusion results in uneven first layers.
8. Should I use a silicone sock?
Yes. It helps regulate temperature and keeps residue from sticking to the heater block.
9. Why does filament curl up around the nozzle?
Usually due to partial clogs, improper first-layer height, or filament residue stuck to the nozzle tip.
Conclusion
Cleaning and maintaining your 3D printer nozzle is one of the simplest yet most impactful steps you can take to ensure reliable print quality. Nozzles operate in a harsh environment—high temperatures, constant pressure, and a mix of molten polymers and additives. Without proper care, buildup accumulates quickly, affecting everything from extrusion consistency to structural integrity.
By adopting a routine maintenance schedule, using high-quality filament, learning professional cleaning techniques, and understanding how nozzle materials respond to different conditions, you significantly reduce downtime and improve the longevity of your printer. Whether you’re printing prototypes, functional parts, art pieces, or production batches, a clean nozzle is essential for smooth, accurate, and dependable results.