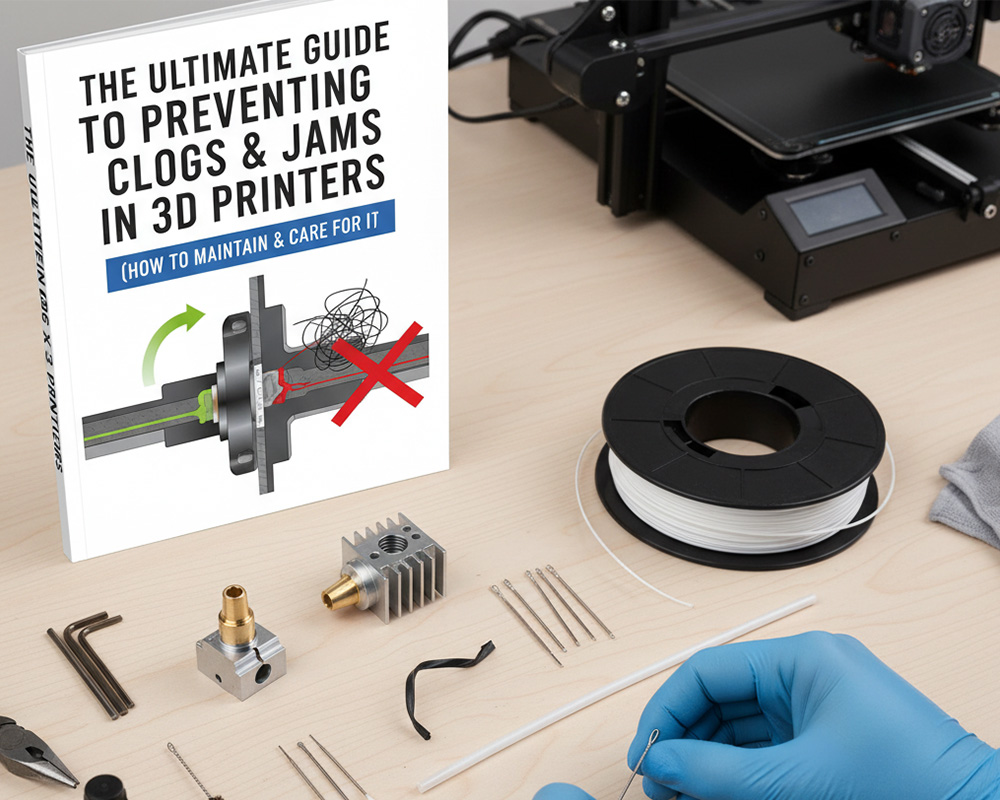
The Ultimate Guide to Preventing Clogs and Jams in 3D Printers (How to Maintain and Care for It)
3D printing has reshaped modern prototyping and production—yet even the most advanced printers are vulnerable to a frustrating and unpredictable problem: clogs and filament jams. A single clog can ruin an otherwise perfect print, waste materials, shorten the lifespan of components, and cost hours of lost productivity.
Whether you’re an engineer, hobbyist, educator, or business owner, one thing is certain: mastering clog and jam prevention is essential for consistent, high-quality printing.
This comprehensive guide explores why clogs occur, how to prevent them, what maintenance practices matter most, and how to keep your printer operating at peak performance. It is designed with a professional lens—clear structure, advanced troubleshooting, practical maintenance steps, and insights grounded in real-world print behavior.
Table of Contents
- Introduction: Why Clog Prevention Matters
- Understanding How Filament Flows Through a 3D Printer
- The Most Common Causes of Clogs and Jams
- How Printer Design Affects Jam Risks
- Preventive Maintenance Essentials
- Filament Handling, Storage, and Moisture Prevention
- How to Tune Printer Settings to Avoid Clogs
- Hotend and Nozzle Care: Cleaning and Replacement
- Extruder, Gears, and PTFE Tube Maintenance
- Temperature and Thermal Management
- Diagnosing Early Warning Signs
- Step-by-Step Routine Maintenance Schedule
- Advanced Clog Prevention Tips for Professionals
- FAQs
- Final Thoughts
1. Introduction: Why Clog Prevention Matters
Clogs and filament jams aren’t just minor inconveniences—they are performance killers in 3D printing. A single blockage can lead to:
- Under-extrusion
- Print defects and weak layers
- Nozzle damage
- Motor skipping
- Material scorching inside the hotend
- In severe cases, a completely seized printer
Over time, repeated jams also cause wear on extruder gears, heat breaks, and nozzles—leading to more frequent failures and inconsistent extrusion.
In an industry where accuracy and reliability matter, clog prevention is not optional—it’s integral to proper 3D printer care.
This guide takes you from foundational understanding to advanced best practices, ensuring your printer consistently produces smooth, high-quality prints with minimal downtime.
2. Understanding How Filament Flows Through a 3D Printer
To prevent clogs, you must understand the filament pathway. The typical extrusion system includes:
1. Filament Spool
Where the filament is stored before feeding into the extruder.
2. Filament Path / Guide Tube
Usually PTFE, especially in Bowden-style setups.
3. Extruder Assembly
Contains:
- Drive gears
- Spring tension system
- Filament detection
This pushes filament toward the hotend.
4. Heat Break
A carefully engineered temperature transition zone between the cold side and the hot side.
5. Hotend
The heated chamber that melts the filament.
6. Nozzle
Controllable extrusion point for layer deposition.
Each part must function correctly to maintain uninterrupted flow. A disruption in temperature regulation, mechanical movement, filament consistency, or contamination can cause a jam.
Understanding these components helps you identify where clogs originate—and how to prevent them.
3. The Most Common Causes of Clogs and Jams
Clogs rarely occur at random. They almost always result from predictable issues, including:
1. Moisture-Absorbed Filament
Filament—especially PLA, PETG, TPU, and nylon—is hygroscopic, meaning it absorbs moisture from the air.
Wet filament causes:
- Bubbles and popping noises
- Rough extrusion
- Irregular flow
- Increased nozzle pressure
Long-term, this creates partial or complete nozzle blockages.
2. Printing at Incorrect Temperatures
Too low:
Filament may not melt completely, forming a plug inside the heat break.
Too high:
Filament can carbonize and build up residue inside the nozzle.
3. Heat Creep
Heat rises into the cold section of the hotend, softening the filament prematurely.
This is especially common with:
- PLA
- All-metal hotends
- Poor part cooling
- Blocked heatsink airflow
Heat creep often causes jams above the melt zone, making them difficult to remove.
4. Poor-Quality or Contaminated Filament
Issues include:
- Dust
- Inconsistent diameter
- Oval filament cross-sections
- Impurities
Even a slight irregularity can cause friction inside the PTFE tube or nozzle.
5. Incorrect Extruder Tension
If tension is:
- Too loose → under-extrusion and filament slipping
- Too tight → filament grinding and debris buildup
Both lead to jams over time.
6. Nozzle Wear and Tear
Brass nozzles wear out when used with abrasive filaments such as:
- Carbon fiber
- Wood-filled filament
- Metal composite materials
Worn nozzles create poor flow and micro-blockages.
7. Debris in the Hotend or Extruder
Dust, filament shavings, and tiny particles can accumulate in:
- Drive gears
- PTFE tubes
- Nozzles
Over time, buildup restricts extrusion.
8. Retraction Settings Too High
Excessive retraction pulls hot filament upward into cooler zones, where it solidifies and forms a blockage.
9. Poor First Layer Z-height
Nozzle too close to the bed?
Filament has no room to flow → back-pressure → jam.
Understanding these causes helps you eliminate risks systematically rather than reacting to clogs after they occur.

Prolong Throat Piercing Needle Tool for Any 1.75mm Nozzles
4. How Printer Design Affects Jam Risks
Not all printers are built the same. Some are naturally more prone to clogs.
Direct Drive vs. Bowden Systems
Direct Drive
- Extruder located on the hotend
- Shorter filament path
- More consistent retraction
- Better for flexible filaments
- Lower jam risk due to less friction
Bowden Systems
- Extruder mounted on the frame
- Long PTFE tube path
- Higher friction
- More sensitive to filament inconsistencies
Bowden systems require more frequent cleaning and tension adjustments to avoid jams.
All-Metal vs. PTFE-Lined Hotends
All-Metal Hotends
- Better for high-temperature materials
- Less thermal insulation
- Higher risk of heat creep
- Require more cooling and precise tuning
PTFE-Lined Hotends
- Better thermal separation
- Reduced heat creep
- Lower clog risk
- Limited to lower-temp materials
Understanding your printer’s construction helps you anticipate common clog-related weak points.
5. Preventive Maintenance Essentials
Clog prevention is fundamentally about maintenance. A clean, well-tuned printer rarely clogs.
Here’s what proper maintenance involves:
1. Routine Nozzle Cleaning
Cold Pulls / Atomic Pulls
A cold pull removes:
- Burnt filament
- Dust
- Carbonized residue
- Partial blockages
Ideal for PLA, ABS, and Nylon.
Brushing Exterior Nozzle
A brass brush removes external debris before it burns and enters the nozzle.
Soaking Nozzles
Use heat-resistant methods to dissolve stubborn residue (only when removed from printer).
2. Keeping the Extruder Clean
Extruder gears collect:
- Shavings
- Dust
- Abraded filament particles
Clean with:
- Small brass brush
- Compressed air (low pressure)
- Cotton swabs or toothpicks
This prevents slipping and uneven feed pressure.
3. Maintaining the PTFE Tube
Replace PTFE tubes when:
- Burnt
- Warped
- Scratched internally
Even microscopic damage increases resistance and causes jams.
4. Lubricating Moving Components
While the extruder generally doesn’t require lubrication, the axes do. Smooth motion prevents sudden jerks that cause over-extrusion and nozzle pressure spikes.

62pcs 3D Printer Tools
6. Filament Handling, Storage, and Moisture Prevention
Moisture is among the leading causes of clogs. Proper filament care dramatically reduces jam frequency.
Why Moisture Causes Clogs
Moisture turns to steam inside the hotend, causing:
- Pressure bursts
- Erratic extrusion
- Internal bubbles
- Layer gaps
- Accumulated residue
Over time, this results in jammed nozzles or heat break obstructions.
Best Practices for Filament Storage
- Use airtight containers
- Add desiccant packs
- Store in humidity-controlled rooms
- Avoid open-air exposure
- Keep filament sealed after each use
Filament Drying
Use:
- Filament dryers
- Food dehydrators
- Low-temperature oven settings
Drying temperatures vary by material:
- PLA: 45–55°C
- PETG: 60–65°C
- Nylon: 70–90°C
- TPU: 45–55°C
Dry material extrudes more smoothly, reduces nozzle pressure, and prevents long-term buildup.
7. How to Tune Printer Settings to Avoid Clogs
Incorrect settings can cause jams even in a clean, well-maintained printer. Focus on these areas:
1. Extrusion Temperature
Too low → partial melts → jams
Too high → carbon buildup
Every filament brand varies—test each new spool.
2. Retraction Settings
Excessive retraction causes:
- Heat creep
- Filament grinding
- Solid plugs above heat break
Always tune:
- Retraction distance
- Retraction speed
- Coasting/wiping settings
Direct drive and Bowden setups require different values.
3. Printing Speed
Higher speed = more filament flow
If the hotend can’t keep up, extrusion becomes inconsistent → jam risk rises.
4. Flow Rate Calibration
Over-extrusion creates back-pressure and increases clog likelihood.
Regular flow rate calibration prevents this.
5. Z-offset and First Layer Settings
Nozzle too close:
- Filament has no space to exit
- Pressure builds
- Nozzle clogs
Calibrate Z-offset every time you change:
- Build surface
- Nozzle
- Bed material

Desiccant Packs for Storage
8. Hotend and Nozzle Care: Cleaning and Replacement
The hotend is the heart of extrusion. Keeping it clean ensures consistent performance.
1. Cold Pull Cleaning
The gold standard for clearing:
- PLA residue
- Dust
- Carbonized filament
Repeat until the filament comes out clean.
2. Periodic Nozzle Replacement
Replace nozzles when:
- Extrusion becomes uneven
- Diameter widens
- Abrasive materials are used
- Persistent clogs occur
A fresh nozzle often eliminates chronic jamming problems.
3. Heat Break Inspection
Heat breaks accumulate residue over time.
A dirty heat break increases friction and encourages heat creep.
Signs include:
- Rough filament entry
- Grinding in extruder
- Sudden under-extrusion
When in doubt, remove and clean thoroughly.
9. Extruder, Gears, and PTFE Tube Maintenance
Jams often originate before the hotend.
Extruder Gear Cleaning
Check regularly for:
- Filament dust
- Shavings
- Worn teeth
Clean and replace when necessary.
Extruder Tension Adjustment
Too much tension → filament deformation
Too little → slipping
Maintain balanced pressure.
PTFE Tube Replacement
Old PTFE tubes develop:
- Burn marks
- Deformations
- Micro-scratches
Replace every few months for optimal reliability.
62pcs 3D Printer Tools
10. Temperature and Thermal Management
Thermal stability is crucial for preventing clogs.
Improve Cooling
Ensure:
- Heatsink fan runs consistently
- Air path is unobstructed
- Thermal paste is properly applied
Insufficient cooling causes heat creep.
Upgrade Hotend Cooling if Needed
Especially important for:
- All-metal hotends
- High-temperature materials
- Enclosed printers
Better cooling → fewer jams.
Insulate Hotend
Use silicone socks to stabilize temperature and reduce burnt residue.
11. Diagnosing Early Warning Signs
Early detection prevents catastrophic clogs.
Watch for:
- Clicking extruder noises
- Inconsistent extrusion
- Sudden under-extrusion
- Thin or weak layers
- Gaps in walls
- Temperature fluctuations
- Filament curling around nozzle
Addressing these signs early avoids full jams.
12. Step-by-Step Routine Maintenance Schedule
A consistent schedule ensures reliability.
Daily (or every print session)
- Brush nozzle
- Check filament path
- Verify temperatures
- Inspect bed leveling
Weekly
- Clean extruder gears
- Run a cold pull
- Inspect PTFE tube
- Verify retraction and flow settings
Monthly
- Replace nozzle (if needed)
- Deep-clean hotend
- Test filament moisture
- Lubricate mechanical components
Every 3–6 Months
- Replace PTFE tube
- Inspect heat break
- Check belts, pulleys, and tension
A structured schedule is the cornerstone of clog prevention.
13. Advanced Clog Prevention Tips for Professionals
For industrial or high-volume printing environments:
Use Hardened Steel or Ruby-Tipped Nozzles
Abrasive materials quickly wear out brass nozzles.
Install Filament Filters/Oilers
These trap dust and reduce friction.
Monitor Humidity Continuously
Use hygrometers in filament storage areas.
Upgrade to All-Metal Hotends (when appropriate)
Excellent for high-temp materials—just ensure heat creep is managed.
Avoid Switching Materials Without Purging
Residue from a previous filament may react poorly with the next.
Use Inline Filament Dryers for Continuous Printing
Essential for hygroscopic materials.
Check Stepper Motor Health
Overheating motors may skip steps and cause sudden extrusion issues.
These advanced tactics ensure maximum reliability for continuous or professional-grade printing.
14. FAQs
1. Why does my 3D printer suddenly stop extruding mid-print?
This is often due to heat creep, partial clogs, or filament slipping in the extruder.
2. Does cheap filament cause more clogs?
Yes. Inconsistent diameter and impurities significantly increase clog risk.
3. How often should I replace my nozzle?
Every 3–6 months for standard use, sooner for abrasive materials.
4. What is the best way to clean a nozzle?
Cold pulls are the most reliable, but complex clogs may require soaking or replacement.
5. Why do clogs happen more often with PLA?
PLA softens at low temperatures, making it vulnerable to heat creep.
6. Can moisture really ruin my prints?
Absolutely. Moist filament is one of the main causes of extrusion inconsistencies and jams.
7. Should I increase temperature to fix under-extrusion?
Only slightly. Too high and you risk burning residue inside the hotend.
8. Do all-metal hotends jam more often?
If cooling is poor, yes. They require better thermal management.
15. Final Thoughts
Preventing clogs and jams isn’t about reacting to problems—it’s about building a disciplined, well-informed maintenance routine. Understanding the mechanics of extrusion, handling filament properly, optimizing printer settings, and caring for hardware allows you to print reliably and efficiently.
A printer that is:
- Clean
- Properly tuned
- Fed with dry filament
- Running at stable temperatures
…will reward you with consistent layer quality, fewer failures, and dramatically reduced maintenance downtime.
Mastering clog prevention is one of the most essential skills in 3D printing—and now you have a complete, professional, long-form guide to staying ahead of problems before they start.