
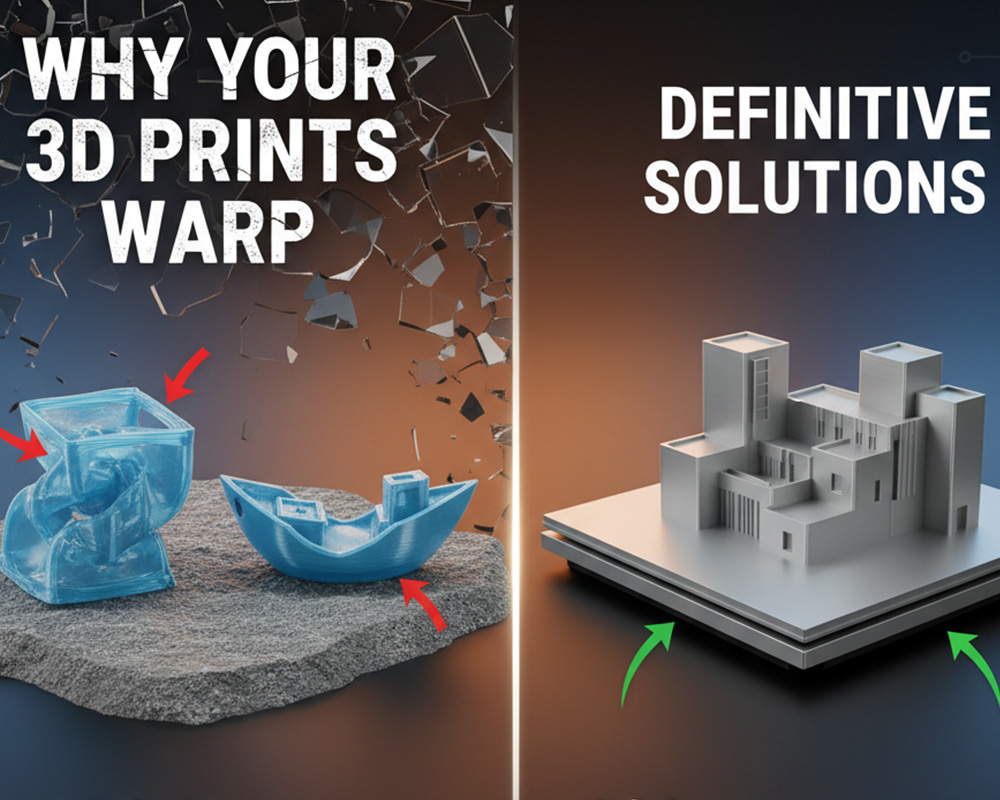
3D printing is a revolutionary technology, but even experienced users encounter the frustrating phenomenon of warping. This occurs when the corners or edges of your print lift and detach from the build surface, ruining the print’s base and often the entire structure. Understanding the core physics behind 3D print warping is the first step toward implementing definitive warping solutions.
🔬 The Core Physics: Why Warping Happens
At its heart, warping is a battle against the fundamental principle of thermal shrinkage. When a thermoplastic material like PLA or ABS is heated and extruded, it’s in a semi-liquid state. As it cools back down to an ambient temperature, the material contracts.
Differential Cooling and Internal Stress
The problem arises from differential cooling. The layers being extruded are hot, while the lower layers, already resting on the build plate, are cooler. Furthermore, the outer edges of the print are exposed to the ambient temperature of the room, cooling faster than the internal mass of the print.
- Contraction Stress: As the material on the print’s periphery cools and contracts, it generates significant internal stress.
- Adhesion Failure: If this pulling force (the stress) exceeds the counteracting force (the print bed adhesion) holding the object down, the print’s corners will peel away from the build plate. The result is the tell-tale curvature we define as warping.
🛑 Common Causes of Warping: Diagnosing the Problem
Successfully stopping warping requires precise diagnosis. The causes fall into three main categories: temperature control, build surface issues, and slicer configuration.
1. Temperature Control and Thermal Environment
Temperature is the single biggest factor influencing warping causes. Controlling the thermal gradient—the difference between the nozzle temperature, bed temperature, and ambient temperature—is critical.
A. Inadequate Heated Bed Temperature
A heated bed is perhaps the most essential anti-warping component. It keeps the base of the print warm, slowing the cooling process and minimizing the temperature difference between the lower layers and the upper layers.
- Too Low: If the heated bed temperature is too low, the bottom layers cool too quickly, leading to rapid contraction and immediate warping.
- Material Specifics: Different materials require different bed temperatures (e.g., PLA: 50-60°C; ABS: 90-110°C; PETG: 70-85°C). Using the wrong temperature for your material (e.g., trying to print ABS at 60°C) is a guarantee for warping.
B. Ambient Air Drafts and Uneven Cooling
Sudden or localized cooling is a powerful catalyst for warping. An open window, an air conditioning vent, or even someone walking by can introduce air drafts that cause rapid, uneven cooling on one side of the print. This uneven stress guarantees that corner will lift first.
C. Lack of an Enclosure
For high-shrinkage materials like ABS Warping and Nylon Warping, maintaining a consistently high ambient temperature is mandatory. Without an enclosure or heated chamber, the material will cool too rapidly, resulting in severe shrinkage and layer separation.
2. Print Bed Adhesion Failure
If the forces of contraction are the push, the print bed adhesion is the counter-pull. When adhesion fails, the print lifts. The fault here often lies in the condition of the bed or the crucial first layer.A. Dirty or Contaminated Build Surface
Even microscopic contaminants like fingerprints, dust, or oil residue can severely compromise the adhesion between the plastic and the bed. A dirty print bed creates localized areas where the plastic cannot bond properly, making it easy for the print to peel off.
B. Improper Bed Leveling and Z-offset
The integrity of the very first layer determines the success of the entire print.
- Bed Leveling: If the build plate isn’t perfectly level, some areas will have insufficient squeeze on the first layer.
- Nozzle Distance (Z-offset): If the nozzle is too far from the bed, the plastic is simply laid down and not pressed or “squished” onto the surface. This leads to weak bonding and the print will lift almost immediately—a common cause of first layer issues. Conversely, a nozzle too close can scrape the surface or block the extrusion, also causing adhesion failure.
3. Slicer Configuration and Print Settings
Your slicer software (Cura, PrusaSlicer, etc.) holds several crucial settings that can either prevent or encourage warping.
A. Excessive Cooling Fan Speed
While cooling is necessary to solidify layers, too much of it, especially on the first layers, can be detrimental. High fan speed on the initial layers significantly increases the rate of cooling at the base, intensifying the shrinkage and stress, particularly with materials like PETG Warping or ABS. For high-shrinkage materials, the cooling fan is often disabled entirely for the first 10-20 layers.
B. Too High or Too Low Extrusion Temperature
If the extrusion temperature is too high, the plastic is extremely hot when laid down, maximizing the potential temperature drop and resulting thermal shrinkage. If it’s too low, the plastic may not properly melt or bond to the previous layer or the build plate, leading to weak overall adhesion.
C. Printing Speed
A fast print speed means the printer must move and deposit plastic quickly. This can lead to less dwell time on the build plate, insufficient heat transfer from the bed, and reduced time for the plastic to properly bond and set. Using a lower print speed on the initial layers can vastly improve adherence.

✅ Definitive Warping Solutions: How to Stop Warping
Addressing warping involves systematically tackling the three cause areas: environment, adhesion, and configuration. Implementing a multi-pronged approach is the most reliable way to how to stop warping.1. Environmental Control (Managing Temperature)
The goal is to maintain a stable, warm thermal environment around the print.
| Solution | Description | Benefit |
| Use an Enclosure | Essential for high-shrinkage materials (ABS, Nylon). An enclosure keeps the ambient temperature stable and warm, minimizing the thermal gradient. | Drastically reduces thermal shrinkage and prevents air drafts. |
| Increase Heated Bed Temperature | Adjust the heated bed temperature to the high end of the manufacturer’s recommended range for your specific filament. | Keeps the bottom layers pliable and warm, reducing contraction forces. |
| Avoid Drafts | Position the printer away from windows, doors, and vents. If an enclosure isn’t possible, use a simple cardboard box or plastic sheeting to shield the printer from drafts. | Ensures uneven cooling is eliminated. |
2. Mastering Print Bed Adhesion
Adhesion must be flawless, or all other efforts are wasted. This requires preparation and mechanical precision.
A. Clean the Print Bed Religiously
Before every print, clean your build plate. The best cleaning agent depends on the surface material:
- Glass/PEI: Use IPA (Isopropyl Alcohol) or dish soap and water.
- Coated/Flexible Plates: Often, simple soap and water is best, followed by a wipe-down with IPA once dry.This resolves issues caused by a dirty print bed.
B. Dial in the First Layer (Z-offset)
This step is non-negotiable for eliminating first layer issues.
- Leveling: Run your auto-leveling routine or manually level the bed to ensure the nozzle is equidistant from the plate across the entire surface.
- Z-offset Calibration: Adjust the nozzle distance until the plastic is perfectly “squished.” The bead of plastic should be wider than the nozzle diameter, with no gaps, and it should stick so well it’s difficult to remove by hand.
C. Employ Bed Adhesives
For difficult materials or highly stressed parts, supplementing the heated bed is necessary.
- Glue Stick: A simple PVP-based glue stick (like Elmer’s or Pritt Stick) is excellent for PLA and PETG on glass or PEI, creating a protective layer and boosting adhesion.
- Adhesion Sprays/Slurries: Proprietary adhesion sprays or ABS slurry (ABS dissolved in acetone) can provide industrial-strength adhesion for materials prone to extreme ABS warping.
3. Slicer Configuration Tweaks
Modify the way the plastic is deposited and cooled to reduce the stress applied to the base.
A. Utilize Slicer Adhesion Helpers
These simple features dramatically increase the initial contact area with the bed, making them essential warping solutions.
- Brim: A brim is a single-layer, flat perimeter attached to the print’s base. It acts like a wider footprint, distributing the lifting force over a larger area. For most prints, a brim is the best and most resource-efficient choice.
- Raft: A raft is a disposable base printed under the part. The part is printed on top of the raft. This is ideal when the entire bottom surface is not flat or if the build surface has poor spots.
B. Adjust Layer Cooling Settings
In your slicer settings, modify the cooling profile:
- Disable Fan on Initial Layers: Turn the fan speed to 0% for the first 5-10 layers. This prevents rapid cooling at the base where the shrinkage stress is highest.
- Reduce Overall Print Speed: Print the first few layers at a very lower print speed (e.g., 10-20 mm/s) to ensure optimal bonding and heat transfer from the bed.
C. Part Orientation and Design
In some cases, the geometry of the part itself contributes to the stress.
- Corners and Large Flat Areas: Parts with sharp corners and large, flat bases are most prone to warping because they maximize the length over which tensile stress can build up. Orient the part diagonally on the bed to distribute forces more evenly.
- Fillets and Chamfers: If possible, add small fillets (rounded corners) or chamfers (beveled edges) to the base of the model in the CAD software. This prevents the stress from concentrating at a single sharp point.
🔍 Material-Specific Warping Considerations
The propensity for material shrinkage varies significantly between common filament types. A solution that works for PLA may be inadequate for ABS.PLA Warping (Polylactic Acid)
PLA has one of the lowest shrinkage rates and is generally the easiest to print. PLA warping is usually a sign of basic adhesion or cooling failures.
- Key Fixes: A clean bed, proper bed leveling, and a heated bed temperature of 50-60°C are usually enough. A glue stick or blue painter’s tape can solve persistent issues. Avoid excessive cooling on the first 3 layers.
PETG Warping (Polyethylene Terephthalate Glycol)
PETG is more temperature-sensitive than PLA. PETG warping often stems from improper heat and fan settings.
- Key Fixes: Heated bed around 70-85°C. Crucially, PETG is often too sticky, risking damage to the bed surface. A release agent like a glue stick is often used not for adhesion, but to prevent the PETG from bonding too aggressively with the bed material. Use the cooling fan sparingly (20-50%).
ABS Warping (Acrylonitrile Butadiene Styrene)
ABS has a high glass transition temperature and a severe shrinkage rate, making ABS warping the most common and challenging problem.
- Key Fixes: An enclosure is almost mandatory to maintain ambient temperatures near 40-50°C. Heated bed temperature should be 90-110°C. Often requires high-strength bed adhesives like ABS slurry. Cooling fans should be off completely.
Nylon Warping (Polyamide)
Similar to ABS but often worse, Nylon warping requires high heat and a dry environment.
- Key Fixes: Needs a heated chamber (often higher than ABS) and a heated bed temperature of 80-100°C. Nylon is extremely hygroscopic, meaning moisture content exacerbates warping dramatically. Always dry the filament before use.
❓ Frequently Asked Questions (FAQs)
Q: What is the most common cause of 3D print warping?
A: The single most common cause is thermal shrinkage leading to the failure of print bed adhesion. This is primarily triggered by uneven cooling caused by a low heated bed temperature or external drafts. The plastic cools and contracts, and if the bond to the build plate isn’t strong enough to resist this stress, the corners lift.
Q: Can I stop warping without a heated bed?
A: For materials with high shrinkage like ABS, it is nearly impossible to prevent warping without a heated bed and an enclosure. For PLA, you can often compensate by using a very strong adhesive (like a glue stick or specialized tape), meticulously calibrating your first layer issues (Z-offset), and using a Brim or Raft in your slicer settings to increase the contact area.
Q: Does a Raft or a Brim work better to stop warping?
A: Both are effective warping solutions, but they serve slightly different purposes:
- A Brim is better for most prints; it is faster, uses less material, and is easier to remove. It directly combats the lifting force at the edges.
- A Raft is better if your build plate has adhesion issues in specific spots or if the bottom of your part is complex and doesn’t sit flat (i.e., you need a completely flat surface to print on).
Q: Why is my print lifting only on one corner?
A: Lifting on a single corner is a strong indicator of localized cooling or an imbalance. The likely culprit is an air draft hitting that specific spot, causing uneven cooling, or an issue with bed leveling where the nozzle distance is too high in that area, leading to weak adhesion.
Q: What is the ideal Nozzle Distance (Z-offset) for the first layer?
A: The ideal nozzle distance (or Z-offset) is when the extruded line of filament is squished slightly flat onto the build plate, adhering strongly without showing gaps between the lines (too high) or curling/scraping (too low). Visually, the lines of plastic should merge seamlessly into a smooth, shiny layer that is wider than the extrusion width. Achieving this is the best way to prevent first layer issues that lead to warping.






